
Прямые поставки
металлобаза
без посредников














Сварочная проволока: виды и применение
8 лет на рынке металлопроката
Работаем с ИП, частными лицами, Управляющими Компаниями и другими организациями
Доставим продукцию к назначенному времени
Доставка по Санкт-Петербургу и Ленинградской области
- Применение
- Классификация сварочной проволоки
- Назначение
- Структура
- Количество легирующих элементов
- Диаметр расходника
- Поверхность сварочной проволоки
- По типу свариваемых металлов
- Виды сварочной проволоки по составу
- Маркировка
- Формы выпуска
- Как выбрать сварочную проволоку
- Контроль расхода проволоки
- Механизмы и скорость передачи
- Защитная экипировка
- Выводы
Сварочная проволока — это металлические стержни или нить, реализуемая в катушках и бобинах. Предназначена для выполнения сварочных работ вручную, в полуавтоматическом и автоматическом режиме, а также для резки металлов, вырезки отдельных деталей и демонтажа металлических конструкций.
Существуют следующие виды сварочной проволоки: сплошного сечения, активированный и с порошковым штрипсом, состоящим из металлической оболочки и наполнителя. Расходники изготавливаются из разных металлов, среди них алюминий, сталь, латунь. При сварке проволока расплавляется, создавая шов, поэтому важно, чтобы по составу она была идентична соединяемым материалам.
Применение
При наплавке и сварке деталей проволока выполняет функции электрода и расходного материала. Подаваемая от катушки или мотка, она позволяет формировать непрерывные швы, без остановок на замену расходника. Это повышает качество сварки и производительность работ.

При применении сварочной проволоки для резки металла используется электроды ОЗР-1 и ОЗР-2. Поскольку края получаются неровными, а линия среза неточной, то метод используют для:
- проплавки, строжки и прошивки отверстий;
- нарезки арматуры;
- удаления дефектов сварки и изделия;
- других подобных работ.
Режущие электроды отличаются от проволоки для сварки более высокой мощностью дуги, теплостойкостью и скоростью окисления жидкого металла.
Классификация сварочной проволоки
Существует несколько типов сварочной проволоки, классифицируемой по назначению, структуре, диаметру, материалу и другим характеристикам.
Назначение
Проволока общего назначения используется при следующих работах:
- дуговая сварка автоматом и полуавтоматом;
- наплавка при ремонте;
- выпуск электродов.
Проволока специального назначения:
- сварка в сложных условиях (на большой высоте, под водой);
- формирование швов;
- соединение элементов из сплавов разных металлов.
Важно! Для выполнения сварочных работ подбирают проволоку со схожим составом, что и свариваемые элементы.
Структура
Сплошная. Материалом выступает сталь, медь, титан, алюминий. Такая проволока используется для изготовления электродов, как присадочный материал при сварке в среде защитных газов и под флюсовым слоем.
Порошковая. Это трубка, наполненная флюсом, который может быть смешан с порошками из других металлов. Сварочный флюс защищает рабочую зону от атмосферного воздуха, обеспечивает стойкое горение дуги. Расходник предназначен для сварки в бытовых и промышленных условиях.
Активированная. Отличается от порошковой проволоки тем, что содержит не более 7% флюса. Стержень из спрессованного металлического порошка выступает как фитиль. В качестве активатора добавляют оксиды кремния, магния, соли угольной кислоты и другое.
Количество легирующих элементов
Технические и эксплуатационные характеристики расходника зависят от содержания легирующих элементов в его составе. Различают следующие типы сварочной проволоки:
- низколегированный класс — до 2,5% дополнительных элементов от общего состава (около 6 марок);
- среднелегированный класс — до 10% (около 30 марок);
- высоколегированный класс — более 10% (около 40 марок).
Добавки предназначены для повышения свойств, например таких, как жаропрочность, стойкость к образованию коррозии, ударная вязкость. Легирующими элементами чаще выступают кремний, хром, никель, вольфрам и его сплавы.

Диаметр расходника
Согласно ГОСТ 2246-70 разработано 17 стандартных диаметров, значение которых колеблется от 0,3 до 12 мм. Для сварочных работ подбирается проволока, соответствующая толщине свариваемых деталей.
Поверхность сварочной проволоки
Расходник может быть без покрытия и омеднённый. Последний маркируется буквой «О». Медное покрытие позволяет:
- Уменьшить количество брызг металла до 40%.
- Улучшить прохождение расходника через механизм автоподачи.
- Увеличить антикоррозийную стойкость.
Омеднённая поверхность также ускоряет розжиг, обеспечивает более устойчивое горение дуги.
По типу свариваемых металлов
Для каждого металла и сплава необходимо использовать соответствующий расходник. Это обеспечивает создание более качественных и прочных швов
Углеродистая сталь. Сварочные работы выполняют омеднёнными и порошковыми марками Св-08Г2С, Св-09Г2С, Св-10ГА, Св-08ГСМТ, Св-01Х17Н14М.
Алюминий. Для изделий из этого металла подходят расходники марок Св-АК5, Св-АК6, Св-1201, Св-А85, Св-А97, Св-АМЦ.
Нержавеющая сталь. Требует марок Св-06Х19Н9Т, Св-06Х21Н7БТ, Св-01Х19Н9, Св-01Х18Н10, Св-01Х19Н9, Св-06Х19Н9Т, Св-01Х18Н10, Св-08Х19Н10М3Б, Св-06Х20Н11М3ТБ.
Медь. Работы проводят в среде инертных газов проволокой, имеющей в составе помимо меди, никель или кремний. Например, ОК ПРО 51С.
Чугун и никель. Для сварки применяют марки СВ08Г2, СВ08Г2С и порошковые расходники ПП АНЧ-1, ПП АНЧ-1, ПП АНЧ-3.
Виды сварочной проволоки по составу
Каждая проволока, в зависимости от состава сплава, используется для определенных работ:
- Стальная. Самый распространённый вариант, применяемый повсеместно: в строительстве, машиностроении, энергетике. Используется для сварки, соединения, наплавки, резки.
- Алюминиевая. Предназначена для соединения деталей из алюминия и его сплавов, используется в автомобильной промышленности и судостроении.
- Омеднённая. Необходима там, где предъявляются повышенные требования к качеству шва. Подходит для аргонодуговой сварки. Используется в железнодорожном машиностроении, при изготовлении резервуаров и трубопроводов.
- Порошковая. Этот вид сварочной проволоки, подходит для высотных работ, под водой и в других условиях, когда нет возможности использовать защитный флюс и газовые вещества.
Маркировка
Проволока, произведённая в России, маркируется по ГОСТ 2246-70 «Проволока стальная сварочная». Среди нанесённых условных знаков, есть зашифрованные данные о таких параметрах, как:
- диаметр;
- назначение: Св — сварочная, Нп — наплавочная, Пп – порошковая;
- процент содержание углерода и присадок.
Среди присадок встречается кремний, обозначаемый буквой С, марганец (Г), никель (Н), алюминий (Ю) и т. д. Таким образом, маркировка СВ-08Г2С-О означает, что проводка предназначена для сварки, в составе есть марганец и кремний.
Следует знать: цифры в маркировке сварочной проволоки указывают процентное содержание присадок в общей массе. Добавки, включённые в состав, объёмом менее 1% не указываются.
Среди дополнительных сведений в маркировке могут быть такие значения, как:
- Э — подходит для изготовления электродов.
- О — медное покрытие поверхности проволоки.
- А и АА — отсутствие в расходнике вредных примесей.
Помимо вышеуказанных данных, может быть также вписан способ изготовления расходника:
- ВИ — выплавка в вакуумно-индукционной печи.
- ВД — вакуумная дуговая плавка.
- Ш — шлаковый переплав.
На упаковке производитель указывает диаметр, вес и длину проволоки.
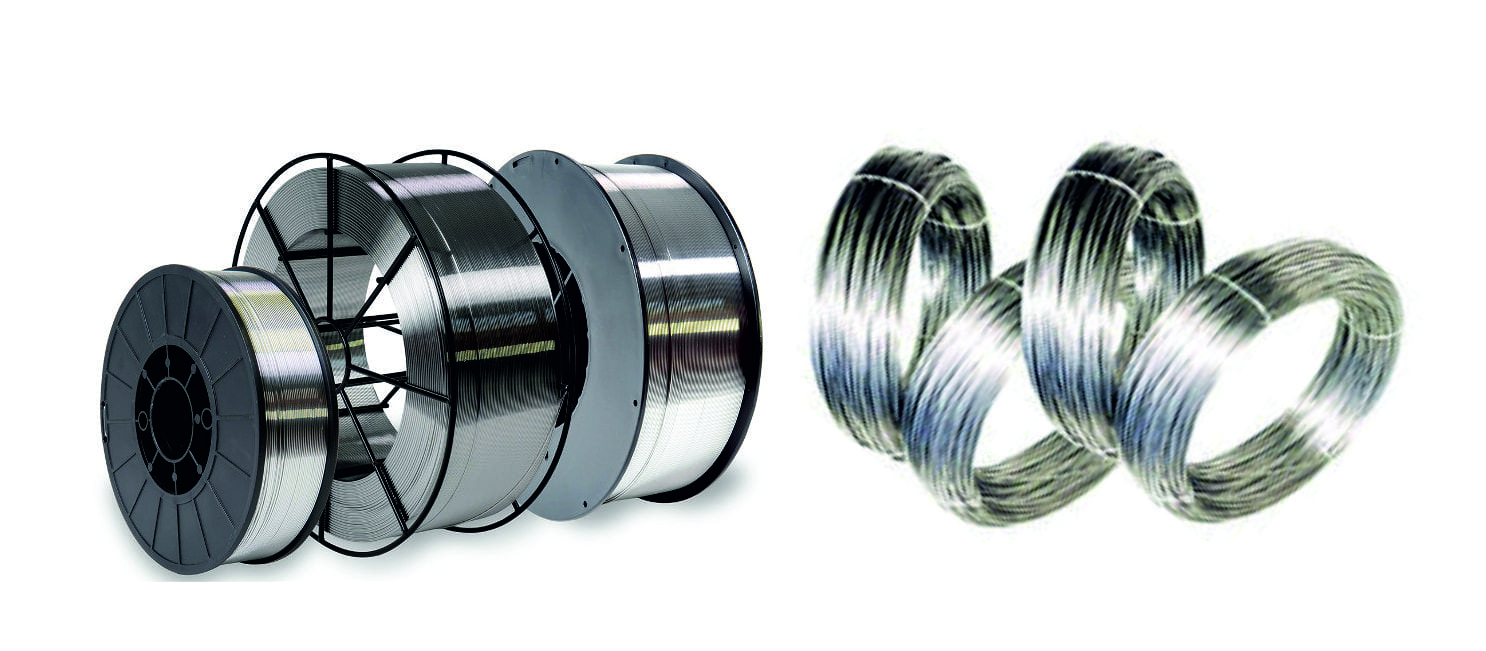
Формы выпуска
Сварочная проволока выпускается в мотках и катушках. Последний вариант — наиболее распространённый способ упаковки. Пластмассовые катушки, как правило, вмещают до 5 кг расходника, металлические — до 30 кг.
При выборе проволоки учитывается вес и наружный диаметр катушки. В большие сварочные аппараты можно установить любую, в то время как, небольшие модели имеют ограничений по весу и диаметру.
Совет: для трудозатратных работ выгоднее приобретать максимально большие катушки, доступные для установки в аппарате. Это избавит от частых перерывов на замену расходника.
Как выбрать сварочную проволоку
Чтобы шов получился прочным и плотным, а качество соединения надёжным и долговечным, необходимо учесть следующие параметры:
- Диаметр расходника должен соответствовать толщине свариваемых деталей.
- Состав должен максимально подходить к составу изделия.
- Температура плавления должна быть равна или немного ниже, чем у соединяемых деталей.
Необходимо также уделить внимание внешнему виду свариваемых материалов и проволоки. Они не должны иметь следы ржавчины, окисления, иных загрязнений. Перед покупкой осмотрите катушку, чтобы исключить наличие изгибов, петель, неровной намотки и других дефектов.
Контроль расхода проволоки
В сборнике «Сварочные работы» документации ВСН 416-81 «Общие производственные нормы расхода материалов в строительстве» приведены нормы расхода. Они зависят от вида выполняемых работ и типа сварного соединения. Расход проволоки измеряется в единицах массы на один погонный метр сварного шва.
При ручной сварке расход увеличивается. В то время как автоматы, полуавтоматы и технологии аргонодуговой сварки не только уменьшают затраты, но и позволяют контролировать использование сварочной проволоки.
На расход материалов влияет ряд факторов:
- технические характеристики сварочного аппарата;
- толщина, состав, вид свариваемого металла;
- особенности свариваемой конструкции;
- тип шва, его положение и варианты заделки кромок;
- диаметр, состав и качество проволоки.
В сварочных аппаратах скорость подачи расходного материала работник устанавливает самостоятельно. Для контроля использование сварочной проволоки используются счетчики — автоматические на аппарате или механические на катушках. Многофункциональные сварочные устройства могут не только подсчитывать расход, но и минимизировать его.
При подсчёте расходов необходимо также учитывать затраты на газ и флюс, необходимые для защиты зоны сварки. Во внимание принимается место проведения работы. При сварке на открытом пространстве газ улетучится быстрее, особенно если будет сильный ветер, а значит, расходников потребуется больше.
Механизмы и скорость передачи
Механизмы подачи проволоки может располагаться в корпусе сварочного аппарата, так и вне его. Внутреннее устройство выталкивает расходник для последующей передачи к соплу горелки через специальный канал. Внешнее устройство вытягивает проволоку на себя. Это принцип позволяет работать с длинными сварочными руками. Существуют также комбинированные механизмы, но встречаются они крайне редко.
Подающий механизм полуавтоматических устройств, как правило, изготавливается из дюрали и стали. Он устанавливается в бункере, выступает как промежуточное звено между катушкой и горелкой. Мотор редуктора позволяет настроить скорость подачи расходника, чтобы получался хороший сварочный шов, плотный и гладкий.
Принцип работы механизма подачи — это вращающиеся ролики, которые прижимают проволоку между ними. При наличии электронного управления можно не только менять скорость подачи, но и регулировать давление на расходник, прерывать подачу через заданный промежуток времени, выполнять другие функции.
Защитная экипировка
Сварочные работы требуют максимальной защиты сварщика. Необходимо закрыть все части тела и уберечь глаза. Для этого используют защитную экипировку:
- Очки, щиток или маска, закрывающая всё лицо. Специальные светофильтры создают переменное затемнение, подстраивающееся под яркость горения дуги.
- Костюм из парусины, брезента, кожи. Материал пропитан огнезащитным составом, выдерживает прожигание как минимум 50 секунд.
- Перчатки и краги, изготовленные по той же технологии, что и костюм.
- Укороченные сапоги или ботинки с высоким голенищем.
Экипировка бывает летней и зимней, последний вариант — это утеплённые вещи, защищающие от холода и ветра.

Выводы
Существует несколько видов сварочной проволоки. Она отличается по химическому составу, сфере применения, используются для работ с изделиями из разных металлов. Выпускается в мотках и катушках с разным количеством материала. Может быть предназначена для ручной, полуавтоматический и автоматической сварки. Поэтому выбирать проволоку необходимо с учётом всех параметров, тогда можно будет создать идеально ровный и надёжный шов при минимальном расходе материала.
Ваша заявка успешно отправлена.
Мы свяжемся с Вами в ближайшее время
Что-то пошло не так. Попробуйте еще раз
-
Предел прочности металла: почему нужно учитывать этот показатель
Предел прочности металла по ГОСТу – это максимальное механическое напряжение, которое может выдержать материал до начала его деформации. Этот показатель измеряется в мегапаскалях (МПа) и явл...
-
Перехлест арматуры: виды, стыковка, особенности
Перехлест арматуры — это не просто технический прием в строительстве, а основа для создания крепких и надежных железобетонных конструкций. Этот процесс включает в себя расчет оптимальной дли...
-
Легированная сталь: виды, марки и назначение
Легированная сталь - это универсальный материал, широко применяемый в современной промышленности благодаря своим уникальным свойствам. Содержащие дополнительные элементы помимо железа и угле...